
ভাষা

A কাগজ টিube মেশিনসারফেস-রোল পেপারে সোজা দেখতে পারে, আঠালো লাগাতে পারে, দৈর্ঘ্যে কাটতে পারে। বাস্তব কারখানায়, ব্যথার পয়েন্টগুলি দ্রুত দেখা যায়: অস্থির টিউব শক্তি, আঠালো গোলমাল, ঘন ঘন ডাউনটাইম, ধীর আকার পরিবর্তন, এবং অসামঞ্জস্যপূর্ণ কাট যা অপচয় এবং গ্রাহকের অভিযোগ তৈরি করে। এই নিবন্ধটি টিউব তৈরির প্রক্রিয়া, সবচেয়ে সাধারণ উত্পাদন মাথাব্যথা এবং মেশিনের ক্ষমতাগুলিকে ভেঙে দেয় যা আসলে তাদের সমাধান করুন। আপনি একটি ব্যবহারিক কেনাকাটার চেকলিস্ট, একটি বৈশিষ্ট্য-থেকে-ব্যথা-পয়েন্ট টেবিল এবং একটি রক্ষণাবেক্ষণ প্লেবুক পাবেন যাতে আপনি দৌড়াতে পারেন কম চমক সহ স্থিতিশীল স্থানান্তর।
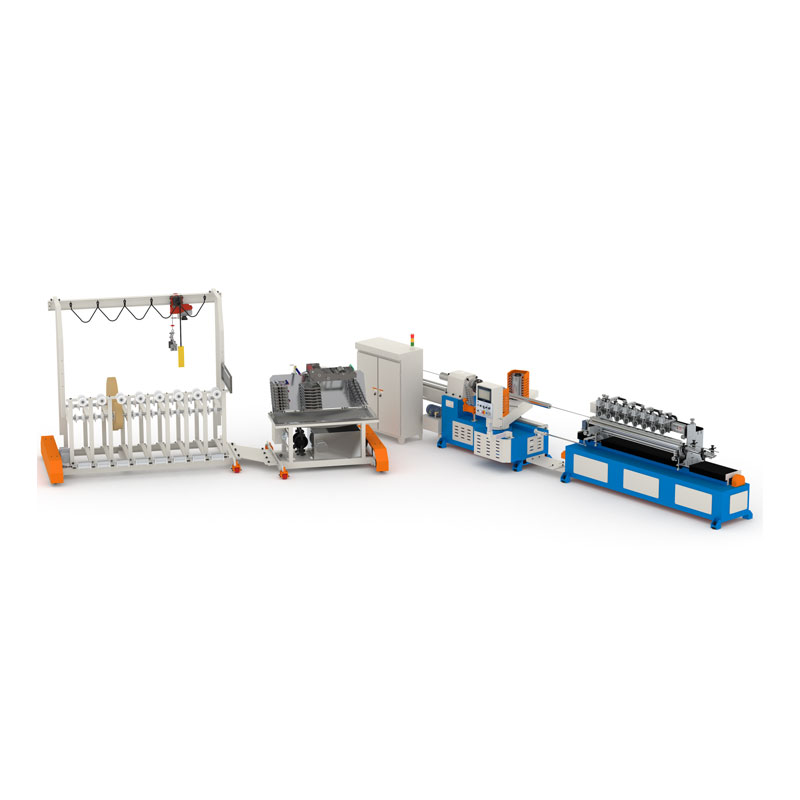
A পেপার টিউব মেশিনএকটি ম্যান্ড্রেলের চারপাশে কাগজের একাধিক স্তর ঘুরিয়ে টিউব গঠন করে (কখনও কখনও একটি খাদ বা কোর বলা হয়), আঠালো দিয়ে তাদের বন্ধন, তারপর একটি প্রয়োজনীয় দৈর্ঘ্য টিউব কাটা. আপনার শিল্পের উপর নির্ভর করে, সমাপ্ত টিউব একটি প্যাকেজিং টিউব হতে পারে, একটি ফিল্ম বা টেক্সটাইল কোর, একটি যৌগিক ক্যান বডি, বা একটি স্ট্রাকচারাল টিউব একটি প্রতিরক্ষামূলক হাতা হিসাবে ব্যবহৃত হয়।
একটি "টিউব মেকার" যেটি কেবল কাজ করে এবং একটি লাইন যা অর্থ প্রিন্ট করে (ভদ্রতার সাথে) এর মধ্যে পার্থক্য হল ধারাবাহিকতা: সামঞ্জস্যপূর্ণ টান, ধারাবাহিক আঠালো প্রয়োগ, সামঞ্জস্যপূর্ণ ঘুর চাপ, এবং ধারাবাহিক কাটিয়া. যখন এই ভেরিয়েবলগুলি প্রবাহিত হয়, আপনি দুর্বল টিউব, ডিম্বাকৃতি, ডিলামিনেশন, ধুলো, আঠালো দূষণ বা দুর্বল দৈর্ঘ্য সহনশীলতা পান।
ব্যথা পয়েন্ট 1: অসঙ্গত টিউব শক্তি
গ্রাহকরা চিন্তা করেন না যে কাগজের ব্যাচ পরিবর্তিত হয় বা আর্দ্রতা রাতারাতি পরিবর্তিত হয়। যদি টিউব চূর্ণ করে, ডিলামিনেট করে, বা উইন্ডিং/প্যাকিংয়ের সময় ভেঙে পড়ে, আপনি বিশ্বাস এবং মার্জিন হারাবেন। শক্তির সমস্যাগুলি সাধারণত কাগজের উত্তেজনা নিয়ন্ত্রণে ফিরে আসে, আঠালো অভিন্নতা, এবং ঘুর চাপ স্থায়িত্ব.
ব্যথা বিন্দু 2: আঠালো জগাখিচুড়ি এবং অস্থির বন্ধন
অত্যধিক আঠালো স্লিপ, দূষণ এবং ক্লিনআপ ডাউনটাইম ঘটায়। খুব সামান্য কারণ delamination এবং দুর্বল জয়েন্টগুলোতে. একটি নিয়ন্ত্রিত আঠালো বিতরণ পথ (এবং একটি অপারেটর-বান্ধব পরিষ্কারের রুটিন) প্রায়শই দ্রুততম ROI আপগ্রেড হয়।
ব্যথা পয়েন্ট 3: ধীর পরিবর্তন
যদি ব্যাস বা প্রাচীরের বেধ চিরতরে স্যুইচ করা লাগে, তাহলে আপনি পণ্যের বৈচিত্র্য এড়াবেন এবং অর্ডার মিস করবেন। দ্রুত আকার পরিবর্তনগুলি দ্রুত সামঞ্জস্য করার পদ্ধতি, পরিষ্কার সেটআপ রেফারেন্স এবং স্থিতিশীল ডিজিটাল রেসিপিগুলির উপর নির্ভর করে।
ব্যথা পয়েন্ট 4: দুর্বল কাটিয়া নির্ভুলতা এবং রুক্ষ প্রান্ত
খারাপ কাট দৈর্ঘ্যের অমিল, burrs, চূর্ণ শেষ, এবং গ্রাহকের অভিযোগ হিসাবে দেখায়। কাটিং স্থিতিশীলতা অনমনীয়তা, ব্লেডের অবস্থা, টিউব ফিড গতির সাথে সিঙ্ক্রোনাইজেশনের উপর নির্ভর করে, এবং ধুলো পরিচালনার একটি পরিষ্কার পদ্ধতি।
আপনি যদি একটি নতুন লাইন মূল্যায়ন করছেন, তাহলে "সর্বোচ্চ গতি কত?" জিজ্ঞাসা করে শুরু করবেন না। জিজ্ঞাসা করে শুরু করুন: "আমাদের টিউব স্পেসিক্সে, গুণগত মানের প্রবাহ ছাড়াই সম্পূর্ণ শিফটের জন্য কোন গতি স্থিতিশীল থাকে?"
প্রক্রিয়াটি বোঝা আপনাকে কোথায় অস্থিরতা লুকিয়ে আছে তা বুঝতে সাহায্য করে৷ বেশিরভাগ কাগজের টিউব উত্পাদন এই ক্রম অনুসরণ করে:
একটি স্থিতিশীলপেপার টিউব মেশিন"একটি বৈশিষ্ট্য" নয়। এটি একটি চেইন: যদি উত্তেজনা প্রবাহিত হয়, আঠালো অসম হয়ে যায়; আঠা যদি অসম হয়, বায়ুচাপ ভিন্নভাবে আচরণ করে; যদি বায়ু চাপ পরিবর্তন হয়, কাটিয়া গুণমান পরিবর্তন. ভাল সরঞ্জাম চেইন অনুমানযোগ্য করে তোলে.
এখানে এমন ক্ষমতা রয়েছে যেগুলি সবচেয়ে গুরুত্বপূর্ণ যখন উত্পাদন বাস্তব হয়, তাত্ত্বিক নয়:
| উৎপাদন সমস্যা | মেশিনের সক্ষমতা যা সাহায্য করে | মূল্যায়নের সময় আপনার কী সন্ধান করা উচিত |
|---|---|---|
| টিউব ডিলামিনেশন / দুর্বল বন্ধন | স্থিতিশীল আঠালো প্রয়োগ এবং নিয়ন্ত্রিত আঠালো পথ | এমনকি আঠালো ফিল্ম, সহজেই পরিষ্কার করা যায় এমন অংশ, আপনার কাগজের ব্যাকরণ এবং টিউবের বেধের জন্য পরিষ্কার সেটআপ রেঞ্জ |
| ওভাল টিউব / দুর্বল গোলাকার | অনমনীয় গঠন ব্যবস্থা এবং স্থিতিশীল ঘুর চাপ | সামঞ্জস্যপূর্ণ টিউব OD/ID রিডিং, ন্যূনতম কম্পন, আপনার লক্ষ্য গতিতে মসৃণ চলমান |
| বলিরেখা এবং লেয়ার মিসলাইনমেন্ট | ভাল কাগজ নির্দেশিকা এবং টান স্থায়িত্ব | পরিষ্কার ওয়েব পাথ, নির্ভরযোগ্য ব্রেকিং/নিয়ন্ত্রণ, রিল পরিবর্তনের পরে পুনরাবৃত্তিযোগ্য প্রান্তিককরণ |
| রুক্ষ প্রান্ত / দৈর্ঘ্য অমিল | সঠিক কাটিং সিঙ্ক্রোনাইজেশন | একটি দীর্ঘ রান জুড়ে নমুনা কাটা: burrs চেক, চূর্ণ শেষ, দৈর্ঘ্য সহনশীলতা ধারাবাহিকতা |
| স্টার্টআপের সময় খুব বেশি স্ক্র্যাপ | দ্রুত সেটআপ রেফারেন্স এবং অপারেটর-বান্ধব নিয়ন্ত্রণ | সহজ পরামিতি সমন্বয়, পরিষ্কার সূচক, পুনরায় চালু করার পরে স্থিতিশীল ফলাফল |
| পরিষ্কার এবং জ্যাম থেকে ডাউনটাইম | রক্ষণাবেক্ষণ অ্যাক্সেস এবং অনুমানযোগ্য ভোগ্য সামগ্রী | পরিষ্কার করার সহজ ধাপ, অ্যাক্সেসযোগ্য আঠা/কাটিং এলাকা, স্ট্যান্ডার্ড পরিধানের অংশ |
কি অনুপস্থিত লক্ষ্য করুন: অস্পষ্ট প্রতিশ্রুতি. সেরা কেনাকাটা কথোপকথন আপনার টিউব চশমা এবং আপনার পরিবর্তন বাস্তবতা চারপাশে আবর্তিত. একটি সরবরাহকারী কিভাবে তাদের ব্যাখ্যা করতে পারেনপেপার টিউব মেশিনদীর্ঘ সময় ধরে স্থিতিশীল থাকে-বিশেষ করে রিল পরিবর্তন এবং পুনরায় চালু করার সময়- আপনি যখন একটি ভাল সিদ্ধান্তের কাছাকাছি যাচ্ছেন তখনই।
আপনি উদ্ধৃতি তুলনা করার আগে, আপনার প্রয়োজনীয়তা লক. পাতলা দেয়ালযুক্ত প্যাকেজিং টিউবের জন্য উপযুক্ত একটি মেশিন ভারী শিল্প কোরের জন্য ভুল হতে পারে। "প্রায় ঠিক" কেনা এড়াতে নীচের চেকলিস্টটি ব্যবহার করুন।
আপনার টিউব প্রয়োজনীয়তা সংজ্ঞায়িত করুন
একটি প্রমাণ রান মানসিকতার জন্য জিজ্ঞাসা করুন
| কি যাচাই করতে হবে | কিভাবে এটি বৈধতা | পাস/ফেল ক্লু |
|---|---|---|
| মাত্রিক স্থায়িত্ব (OD/ID/বৃত্তাকার) | দীর্ঘ সময় ধরে এবং পুনরায় চালু করার পরে টিউবগুলি পরিমাপ করুন | ন্যূনতম ড্রিফ্ট, ধ্রুবক নব-টার্নিং ছাড়াই স্থিতিশীল রিডিং |
| বন্ড শক্তি ধারাবাহিকতা | ক্রস-সেকশনগুলি কাটুন এবং স্তর বন্ধন অভিন্নতা পরীক্ষা করুন | কোন সুস্পষ্ট শুষ্ক অঞ্চল, কোন অত্যধিক আঠালো চেপে আউট |
| মান কাটা | burrs/চূর্ণ করার জন্য শেষ পরিদর্শন; দৈর্ঘ্য সহনশীলতা যাচাই করুন | ব্যাচ জুড়ে প্রান্ত এবং পুনরাবৃত্তিযোগ্য দৈর্ঘ্য পরিষ্কার করুন |
| অপারেটরের অভিজ্ঞতা | অপারেটরদের রিল পরিবর্তন + পুনরায় চালু করার পদ্ধতি চালাতে দিন | প্রক্রিয়া শান্ত থাকে; সেটআপ পরিষ্কার এবং পুনরাবৃত্তিযোগ্য |
| রক্ষণাবেক্ষণ বাস্তববাদ | পরিচ্ছন্নতার মধ্য দিয়ে হাঁটুন + অংশ প্রতিস্থাপনের পদক্ষেপগুলি পরিধান করুন | অ্যাক্সেসযোগ্য ডিজাইন এবং সহজ রুটিন যা এড়িয়ে যাওয়া হবে না |
টিউব উত্পাদনের জন্য গুণমান নিয়ন্ত্রণ জটিল হতে হবে না; এটা সামঞ্জস্যপূর্ণ হতে হবে। আপনি যদি একটি চালাচ্ছেনপেপার টিউব মেশিনস্কেলে, ছোট প্রবাহ দ্রুত ব্যয়বহুল হয়ে ওঠে।
প্রো টিপ: যদি আপনার স্ক্র্যাপ "এলোমেলোভাবে" বেড়ে যায়, তবে এটি সাধারণত এলোমেলো নয়—যখন এটি ঘটে তখন ট্র্যাক করুন (রিলের পরিবর্তনের পরে, থামার পরে, আর্দ্র সময়ের মধ্যে), এবং আপনি একটি প্যাটার্ন খুঁজে পাবেন যা আপনি ঠিক করতে পারেন।
আপটাইম একটি কৌশল, ইচ্ছা নয়। রাখার সবচেয়ে সহজ উপায় কপেপার টিউব মেশিনস্থিতিশীল হল রক্ষণাবেক্ষণকে উৎপাদনের অংশ হিসাবে বিবেচনা করা। এখানে একটি ব্যবহারিক পদ্ধতি রয়েছে যা অনেক গাছপালা ব্যবহার করে:
| ফ্রিকোয়েন্সি | কি করতে হবে | কেন এটা ব্যাপার |
|---|---|---|
| প্রতি শিফট | আঠালো যোগাযোগের জায়গাগুলি পরিষ্কার করুন, কাটার কাছাকাছি কাগজের ধুলো মুছে ফেলুন, সুস্পষ্ট শিথিলতা পরীক্ষা করুন | বন্ধন অস্থিরতা এবং দুর্বল কাটের কারণ বিল্ডআপ প্রতিরোধ করে |
| দৈনিক | ব্লেড/টুল পরিদর্শন করুন, বেসিক অ্যালাইনমেন্ট গাইড যাচাই করুন, অস্বাভাবিক শব্দের জন্য চলমান অংশগুলি পরীক্ষা করুন | স্ক্র্যাপ এবং ডাউনটাইম হওয়ার আগে ক্যাচ তাড়াতাড়ি পরে যায় |
| সাপ্তাহিক | তৈলাক্তকরণ রুটিন, গভীর পরিস্কার, উত্তেজনা এবং খাওয়ানোর স্থায়িত্ব নিশ্চিত করে | প্রক্রিয়া স্থির করে এবং প্রবাহ রোধ করে |
| মাসিক | খুচরা যন্ত্রাংশের তালিকা পর্যালোচনা করুন, কী পরিধানের উপাদানগুলি পরিদর্শন করুন, অপারেটর রিফ্রেশ প্রশিক্ষণ রিফ্রেশ করুন | জরুরী স্টপগুলি হ্রাস করে এবং সমস্ত দল জুড়ে ক্রিয়াকলাপ সামঞ্জস্য রাখে |
সমস্যা সমাধানের সময়, লক্ষণগুলি দিয়ে শুরু করুন এবং পিছনে কাজ করুন: যদি কাটা রুক্ষ হয়, অবিলম্বে ব্লেডকে দোষারোপ করবেন না-টিউব ফিডের স্থায়িত্ব এবং কম্পন পরীক্ষা করুন। যদি ডিলামিনেশন দেখা দেয়, অবিলম্বে কাগজকে দোষারোপ করবেন না - আঠালো অভিন্নতা এবং উত্তেজনা প্রবাহ পরীক্ষা করুন। শান্ত নির্ণয় প্রতিবার আতঙ্কের সমন্বয়কে হারায়।
সরঞ্জাম কেনা এক জিনিস। বছরের পর বছর ধরে এটিকে মসৃণভাবে চালানো অন্য কথা। একটি ভাল সরবরাহকারী সম্পর্ক সাধারণত অন্তর্ভুক্ত করে: ব্যবহারিক কমিশনিং সমর্থন, পরিষ্কার অপারেশন নির্দেশিকা, অ্যাক্সেসযোগ্য পরিধান অংশ, এবং সমস্যা সমাধানের জন্য প্রতিক্রিয়াশীল পরিষেবা। লক্ষ্যটি সহজ: আপনার লাইনটি অনুমানযোগ্য রাখুন যাতে আপনার বিতরণের সময়সূচী নির্ভরযোগ্য থাকে।
আপনি যদি থেকে সোর্সিং করছেন ওয়েনঝো ফেইহুয়া প্রিন্টিং মেশিনারি কোং, লি., কথোপকথনটিকে একটি উত্পাদন পরিকল্পনার মতো বিবেচনা করুন: আপনার টিউব চশমা, আপনার বস্তুগত বাস্তবতা, এবং আপনার আউটপুট লক্ষ্য ভাগ করুন - তারপর জিজ্ঞাসা করুন কিভাবে মেশিন দীর্ঘ রানের মধ্যে স্থিতিশীল থাকে, পুনরায় আরম্ভ, এবং ঘন ঘন আকার পরিবর্তন. আপনি যে উত্তরগুলি পেয়েছেন তার গুণমান আপনাকে একটি ব্রোশারের চেয়ে বেশি বলে দেবে।
প্রশ্ন: একটি পেপার টিউব মেশিনের জন্য একটি উদ্ধৃতি অনুরোধ করার আগে আমার কোন তথ্য প্রস্তুত করা উচিত?
ক:আপনার টিউব ব্যাস পরিসীমা, প্রাচীর বেধ পরিসীমা, দৈর্ঘ্য পরিসীমা, কাগজ গ্রামমেজ/প্লাই গণনা, আঠালো ধরনের পছন্দ, প্রতি শিফটে লক্ষ্য আউটপুট, এবং কোনো বিশেষ প্রয়োজনীয়তা (শেষ ফিনিস, ধুলো নিয়ন্ত্রণ, আঁটসাঁট সহনশীলতা, ঘন ঘন আকার পরিবর্তন) প্রস্তুত করুন। আপনার ইনপুট যত পরিষ্কার হবে, সুপারিশ তত বেশি সঠিক।
প্রশ্ন: আমার টিউবের শক্তির সমস্যাগুলি মেশিন বা কাঁচা কাগজ থেকে আসে কিনা তা আমি কীভাবে জানব?
ক:নিদর্শন পরীক্ষা করুন। যদি রিলের পরিবর্তন, স্টপ বা আর্দ্র স্থানান্তরের পরে ডিলামিনেশন স্পাইক হয়, তবে প্রক্রিয়ার স্থিতিশীলতা সম্ভবত জড়িত (টেনশন, আঠালো অভিন্নতা, বায়ুচাপ)। যদি এটি সব অবস্থার মধ্যে ধারাবাহিকভাবে ঘটে, কাঁচামাল বা আঠালো সামঞ্জস্য ড্রাইভার হতে পারে।
প্রশ্ন: কাটিয়া মান মূল্যায়ন করার একটি বাস্তবসম্মত উপায় কি?
ক:কয়েকটি নমুনা থেকে বিচার করবেন না। আপনার চশমায় দীর্ঘ সময় ধরে চলার জন্য জিজ্ঞাসা করুন, তারপরে কাটা শেষ এবং দৈর্ঘ্যের সামঞ্জস্যতা পরিদর্শন করুন-বিশেষ করে পুনরায় চালু করার পরে। ধারাবাহিক পরিচ্ছন্নতা এবং সহনশীলতা একটি একক "নিখুঁত" কাটার চেয়ে বেশি গুরুত্বপূর্ণ।
প্রশ্ন: উচ্চ গতি সবসময় ভাল?
ক:শুধুমাত্র যদি একটি সম্পূর্ণ শিফটের জন্য গুণমান স্থিতিশীল থাকে। প্রবাহিত মাত্রা বা ঘন ঘন পরিষ্কারের স্টপ সহ উচ্চ গতি একটি সামান্য ধীর, স্থির লাইনের চেয়ে কম বিক্রিযোগ্য আউটপুট তৈরি করতে পারে।
প্রশ্ন: কোন রক্ষণাবেক্ষণের কাজগুলি সবচেয়ে সরাসরি গুণমান রক্ষা করে?
ক:আঠালো-এলাকা পরিষ্কার করা, কাটার কাছাকাছি ধুলো ব্যবস্থাপনা, এবং কম্পন এবং শিথিলতার জন্য রুটিন চেক বড় জয়। এগুলি "ছোট ড্রিফ্ট" প্রতিরোধ করে যা শান্তভাবে স্ক্র্যাপ তৈরি করে।
আপনার টিউব চশমা এবং দৈনিক আউটপুট লক্ষ্যের সাথে সঠিক পেপার টিউব মেশিন মেলানোর জন্য প্রস্তুত?
আমাদের বলুন আপনার ব্যাস পরিসীমা, প্রাচীরের বেধ, দৈর্ঘ্য সহনশীলতা, কাগজের ধরন এবং লক্ষ্য ক্ষমতা—এবং আমরা আপনাকে একটি ব্যবহারিক কনফিগারেশন ম্যাপ করতে সাহায্য করব যা স্থিতিশীল উৎপাদন, দ্রুত পরিবর্তন ও পরিচ্ছন্ন কাটকে অগ্রাধিকার দেয়। আপনি যদি কম চমক এবং আরও অনুমানযোগ্য পরিবর্তন চান, আমাদের সাথে যোগাযোগ করুনআপনার আবেদন নিয়ে আলোচনা করতে এবং একটি উপযুক্ত সমাধানের অনুরোধ করতে।











