
ভাষা

নিবন্ধ সারাংশ
কাগজের টিউব সব জায়গায় দেখা যায়—প্যাকেজিং, টেক্সটাইল, লেবেল, প্রতিরক্ষামূলক কোর, এমনকি নির্মাণ ফর্ম। কিন্তু মুহূর্তের চাহিদা বেড়ে যায়, অনেক নির্মাতারা একই দেয়ালে আঘাত করে: অসঙ্গত টিউব শক্তি, অগোছালো আঠালো লাইন, অস্থির ব্যাস, উচ্চ স্ক্র্যাপ রেট এবং জ্যাম এবং ধীর পরিবর্তনের কারণে অস্বস্তিকর ডাউনটাইম। এই গাইডটি কাগজের টিউব উত্পাদনে সাধারণত কী ভুল হয় তা ভেঙে দেয়, সরঞ্জাম কেনার আগে কী মূল্যায়ন করবেন এবং কীভাবে একটি স্থিতিশীল, পুনরাবৃত্তিযোগ্য প্রক্রিয়া তৈরি করবেন যা শক্তিশালী, পরিষ্কার, গ্রাহক-প্রস্তুত টিউব সরবরাহ করে। আপনি একটি ব্যবহারিক চেকলিস্ট, মূল মেশিন বৈশিষ্ট্যগুলির একটি তুলনা সারণী এবং আরও ভাল ক্রয়ের সিদ্ধান্ত সমর্থন করার জন্য একটি FAQও পাবেন।
সূচিপত্র
আপনার যদি সোমবারে "নিখুঁত" টিউব থাকে এবং বৃহস্পতিবার একটি প্রত্যাখ্যান তরঙ্গ থাকে তবে আপনি একা নন। কাগজ টিউব উত্পাদন প্রতারণামূলকভাবে হয় সংবেদনশীল: কাগজের আর্দ্রতা, আঠালো সান্দ্রতা, ঘূর্ণায়মান টান, বা ব্লেডের তীক্ষ্ণতায় ছোট পরিবর্তন গুণগত প্রবাহকে ট্রিগার করতে পারে। যখন গ্রাহকরা অভিযোগ করেন, তখন তারা সাধারণত শুধু বাছাই করা হয় না—তাদের মেশিনগুলি ডাউনস্ট্রিম (প্রিন্টিং, স্লিটিং, রিওয়াইন্ডিং, ল্যামিনেশন, টেক্সটাইল উইন্ডিং) খুব সংবেদনশীল। এখানে পেইন পয়েন্টগুলি রয়েছে যা ক্রেতারা সবচেয়ে বেশি উল্লেখ করে, এছাড়াও সাধারণত তাদের পিছনে কী রয়েছে৷
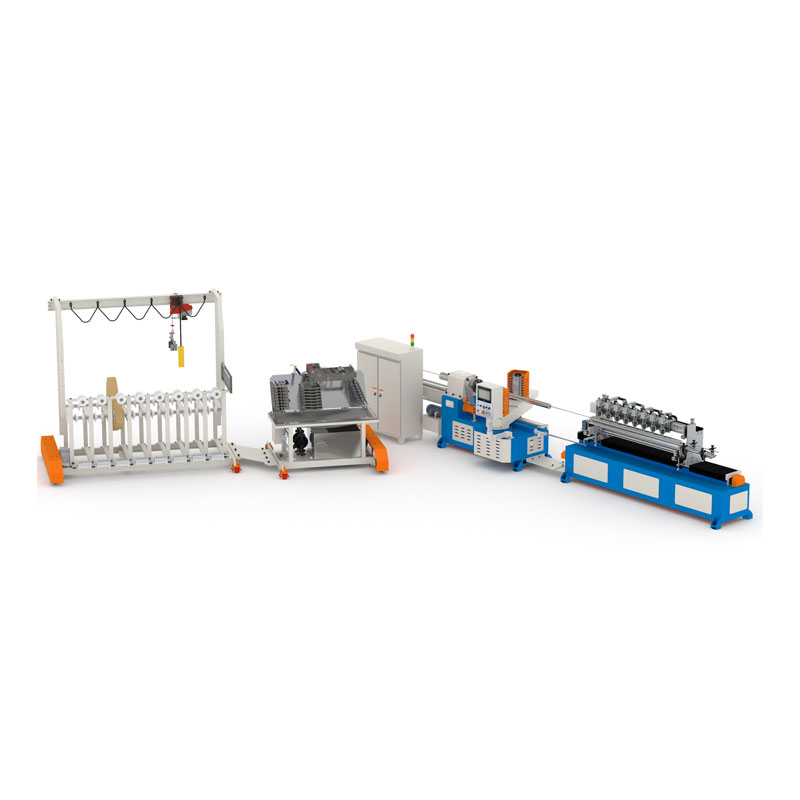
একটি নির্ভরযোগ্যকাগজ টিউব মেশিনশুধু "দৌড়ে" নয়। এটি আপনার অপারেটরদের প্রতি শিফটে একইভাবে চালাতে সাহায্য করে- যাতে আপনার টিউবগুলি স্থিতিশীল থাকে এমনকি যখন উৎপাদনের পরিমাণ বেড়ে যায় বা নতুন কর্মীরা লাইনে যোগ দেয়।
বিভিন্ন শিল্প বিভিন্ন সহনশীলতা সম্পর্কে যত্ন নেয়, কিন্তু বেশিরভাগ ক্রেতা একই মুষ্টিমেয় ফলাফল ব্যবহার করে টিউবগুলি বিচার করে: ফিট, শক্তি, পৃষ্ঠ, এবং মান কাটা. আপনি যদি কম বিরোধ এবং দ্রুত অনুমোদন চান, আপনার অভ্যন্তরীণ লক্ষ্যগুলিকে সামনে সংজ্ঞায়িত করুন।
| গুণমান আইটেম | কেন এটা গ্রাহকদের জন্য গুরুত্বপূর্ণ | সাধারণ মূল কারণ যখন এটি ব্যর্থ হয় |
|---|---|---|
| অভ্যন্তরীণ ব্যাস স্থায়িত্ব | রিওয়াইন্ডিং বা প্রিন্টিং শ্যাফ্টগুলিতে টলমল, স্লিপেজ এবং কম্পন প্রতিরোধ করে | ম্যান্ড্রেল পরিধান, উত্তেজনা প্রবাহ, কাগজের মিসলাইনমেন্ট, অসম বায়ু চাপ |
| গোলাকার (কম ডিম্বাকৃতি) | ফিট উন্নত করে এবং উচ্চ-গতির দৌড়ের সময় প্রান্তের ক্ষতি হ্রাস করে | ভারসাম্যহীন উত্তেজনা, অসামঞ্জস্যপূর্ণ কাগজ বেধ, দুর্বল টুলিং প্রান্তিককরণ |
| বন্ড শক্তি এবং স্তর অখণ্ডতা | ডিলামিনেশন, পতন এবং কোর ক্র্যাকিং বন্ধ করে | ভুল আঠালো সান্দ্রতা, কম কভারেজ, অপর্যাপ্ত নিরাময় সময়, কাগজের আর্দ্রতা |
| কাট প্রান্ত পরিচ্ছন্নতা | ধুলো কমায়, হ্যান্ডলিং নিরাপত্তা উন্নত করে, পরিষ্কার প্যাকেজিং চেহারা সমর্থন করে | নিস্তেজ ব্লেড, ভুল কাটার গতি, কম্পন, মিসফিড |
| পৃষ্ঠ চেহারা এবং আঠালো নিয়ন্ত্রণ | ব্র্যান্ডেড প্যাকেজিং এবং খুচরা-মুখী টিউবগুলির জন্য গুরুত্বপূর্ণ | আঠালো, অসম আবরণ, অস্থির ফিড, নোংরা রোলারের অতিরিক্ত প্রয়োগ |
থিমটি লক্ষ্য করুন: মেশিনটি কেবল অর্ধেক গল্প। সর্বোত্তম ফলাফল একটি মেশিন ডিজাইন থেকে আসে যা সামঞ্জস্যপূর্ণ পরামিতি সমর্থন করে, প্লাস একটি প্রযোজনা দল যা পরিমাপ করে এবং মানক করে।
মডেল তুলনা করার আগে, আপনার টিউব "পরিবার" সংজ্ঞায়িত করুন। একটি যন্ত্র যা পুরু-প্রাচীরের শিল্প কোরে এক্সেল হয় তার জন্য অদক্ষ হতে পারে সংক্ষিপ্ত, পাতলা দেয়ালের প্যাকেজিং টিউব, এবং তদ্বিপরীত। নিজেকে জিজ্ঞাসা করুন:
একবার আপনি আপনার পণ্যের মিশ্রণকে ম্যাপ করার পরে, একটি মেশিন কনফিগারেশন চয়ন করুন যা "কঠিন অংশগুলি" রক্ষা করে: স্থিতিশীল ঘুর টান, নিয়ন্ত্রিত আঠালো প্রয়োগ, সঠিক কাটিয়া, এবং মাপ মধ্যে পুনরাবৃত্তিযোগ্য সমন্বয়. এখানেই একজন অভিজ্ঞ নির্মাতা আপনাকে কয়েক মাস ট্রায়াল-এন্ড-এরর বাঁচাতে পারে।
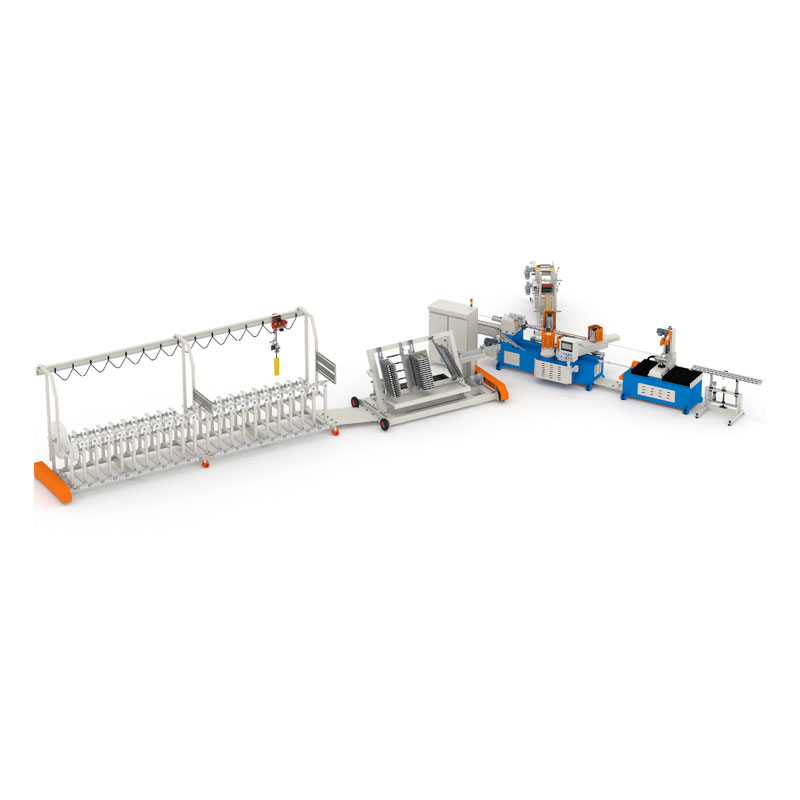
যেমন,ওয়েনঝো ফেইহুয়া প্রিন্টিং মেশিনারি কোং, লি.এমন গ্রাহকদের সমর্থন করে যারা একটি নির্ভরযোগ্য কাগজের টিউব লাইন চান যা হতে পারে তাদের টিউব রেঞ্জ, প্ল্যান্ট লেআউট এবং অপারেটরের অভ্যাসের চারপাশে কনফিগার করা হয়েছে-কারণ প্রকৃত উৎপাদন সাফল্য নির্ভর করে কিভাবে মেশিনের উপর আপনার মেঝেতে আচরণ করে, একটি ব্রোশারে নয়।
যখন ক্রেতারা শুধুমাত্র সর্বোচ্চ গতিতে ফোকাস করে, তখন তারা প্রায়ই স্ক্র্যাপ এবং ডাউনটাইমে পরে এটির জন্য অর্থ প্রদান করে। পরিবর্তে, আউটপুট তৈরি করে এমন বৈশিষ্ট্যগুলি মূল্যায়ন করুন পুনরাবৃত্তিযোগ্য এবং নিয়ন্ত্রণ করা সহজ। এখানে যা সাধারণত সবচেয়ে বড় প্রভাব প্রদান করে:
বিকল্পগুলির তুলনা করার একটি সহায়ক উপায় হল বৈশিষ্ট্যগুলিকে ব্যবসায়িক ফলাফলে অনুবাদ করা: কম গ্রাহকের অভিযোগ, কম স্ক্র্যাপ, দ্রুত পরিবর্তন, এবং সহজ প্রশিক্ষণ। যদি একজন সরবরাহকারী ব্যাখ্যা করতে পারে যে কীভাবে তাদের নকশা সেই ঝুঁকিগুলিকে হ্রাস করে, তারা সম্ভবত প্রকৃত উৎপাদন বুঝতে পারে।
এমনকি একটি শক্তিশালী কাগজের টিউব মেশিন চিরতরে অস্থির ইনপুটগুলির সাথে "লড়াই" করতে পারে না। সামঞ্জস্যপূর্ণ টিউবগুলির দ্রুততম রুট হল মৌলিক বিষয়গুলি মানক করা: কাগজ, আঠালো, ঘুর সেটিংস, এবং কাটিয়া সেটিংস. এখানে একটি ব্যবহারিক পদ্ধতি রয়েছে যা আপনি দ্রুত বাস্তবায়ন করতে পারেন।
আপনি যদি একটি সাধারণ মানসিকতা চান: শেষ পর্যন্ত ত্রুটিগুলি তাড়া করবেন না। ছোট চেক এবং সামঞ্জস্যপূর্ণ রেসিপি দিয়ে তাড়াতাড়ি ড্রিফ্ট ধরুন। এটিই "অপারেটর প্রতিভা" থেকে টিউব তৈরিকে একটি মাপযোগ্য প্রক্রিয়ায় পরিণত করে।
বেশিরভাগ আকস্মিক উত্পাদন ব্যর্থতা এলোমেলো নয়-এগুলি ছোট অবহেলিত সমস্যাগুলির বিলম্বিত পরিণতি। একটি সংক্ষিপ্ত, ধারাবাহিক রক্ষণাবেক্ষণ রুটিন প্রায়ই "বড় মেরামতের দিন" বীট করে যে গুণমান ইতিমধ্যে কমে যাওয়ার পরে আসে।
এছাড়াও: একটি সাধারণ লগ রাখুন। কোনো ত্রুটি দেখা দিলে তারিখ, টিউবের ধরন, কাগজের ব্যাচ, আঠা সেটিং, গতি এবং কে শিফটে ছিল তা রেকর্ড করুন। প্যাটার্নগুলি আপনার প্রত্যাশার চেয়ে দ্রুত দৃশ্যমান হয়—এবং সেই প্যাটার্নগুলি হল আপনি কীভাবে জরুরী অবস্থার পুনরাবৃত্তি করার পরিবর্তে মূল কারণগুলি ঠিক করেন৷
আপনি যদি অস্থির টিউব মাত্রা, বন্ধন সংক্রান্ত সমস্যা বা ডাউনটাইম নিয়ে কাজ করছেন যা আপনার মার্জিনকে খাচ্ছে, তবে শুধু "আরো শক্ত সুর" করবেন না। আপনার টিউব পরিসীমা নির্ধারণ করুন, আপনার প্রক্রিয়া রেসিপি লক করুন এবং এমন সরঞ্জাম চয়ন করুন যা অপারেটরদের জন্য ধারাবাহিকতা সহজ করে তোলে—প্রতিটি শিফটে, শুধু নয় একটি ভাল দিন
আপনার সঠিক টিউব মাপ, উপকরণ এবং আউটপুট লক্ষ্যগুলির সাথে একটি পেপার টিউব মেশিন কনফিগারেশন মেলাতে চান? কাছে পৌঁছানওয়েনঝো ফেইহুয়া প্রিন্টিং মেশিনারি কোং, লি.এবং আমাদের সাথে যোগাযোগ করুনআপনার প্রয়োজনীয়তা নিয়ে আলোচনা করতে এবং ব্যবহারিক সুপারিশ পেতে একটি ক্লিনার, আরও সামঞ্জস্যপূর্ণ উত্পাদন লাইনের জন্য।











